Toyota No Sodatekata วิธีปั้นคนแบบโตโยต้า
รีวิวหนังสือวิธีปั้นคนแบบโตโยต้า บวกประสบการณ์ตรงของผม เรามาเรียนรู้วิธีคิดของบริษัทระดับโลก ที่สร้างคนเก่งได้เองโดยไม่ต้องพึ่งพาใครกันนะครับ

Apr 24th, 2019 ผู้ชายบ้ารถคนหนึ่งเดินขึ้นบนโพเดียมข้าง ๆ เขามีรถยนต์สีแดงคันงามจอดอยู่ เขาพูดอะไรบางอย่างกับพนักงานใหม่นับร้อย
“ผมอยากให้พวกคุณทุกคนเป็นเหมือนสมบัติ(たから)พวกเรารู้ดีว่าเสียงสะกด JINZAI (อ่านว่า จินไซ) สามารถเขียนได้หลาย ๆ แบบ
คนแรกอาจจะเขียน JINZAI ว่า 人材 (แปลว่า ทรัพยากรมนุษย์)
คนที่สองอาจจะเขียนว่า 人財 (แปลว่า สมบัติ หรือความหมายแฝงว่าคนที่มีคุณค่า)
คนที่สามอาจจะเขียนว่า 人在 (แปลว่า คนที่แค่มาอยู่อาศัย)
และคนสุดท้ายอาจจะเขียนว่า 人罪 (แปลว่า คนบาป)
ทั้งสี่คำนั้น ผมคิดว่าพวกเราเข้าใจความหมายเป็นอย่างดี
วันนี้ทุกคน คือ ทรัพยากรมนุษย์ (人材) วันข้างหน้าจะกลายเป็นอะไรนั้น ขึ้นอยู่กับความพยายาม จงเป็นคนที่ทรงคุณค่า (เปรียบเสมือนสมบัติ) และถ้าเป็นไปได้ จงเป็นคนที่ทรงคุณค่าต่อโลกใบนี้เช่นกัน
เขาคือ Akio Toyoda ประธานบริษัทคนปัจจุบันของToyota Motor Corporation หลายคนอาจจะสงสัยว่าอะไรคือเคล็ดลับที่ทำให้บริษัทรถยนต์อย่าง Toyota เติบโตได้อย่างต่อเนื่อง มียอดขายดีอย่างยาวนาน ไม่ใช่ระบบการผลิตที่โด่งดัง ไม่ใช่เทคโนโลยีที่ล้ำเลิศ แต่เป็นการสร้างคนเก่งได้ไม่รู้จักจบสิ้นต่างหาก
หนังสือ Toyota No Sodatekata แบ่งออกเป็น 5 บท ใหญ่ ๆ ด้วยกัน ทุกบทก็เต็มไปด้วยเคล็ดลับการปั้นคนในแบบโตโยต้า (แนะนำว่าใครที่เป็นผู้บริหาร ไม่ควรพลาดเล่มนี้) แต่ในฐานะที่เคยเป็นทั้งคนถูกปั้นและคนปั้นคนด้วยวิธีการนี้
ผมคิดว่ามีอยู่ 3 บทสำคัญที่น่าเอามาขยายความให้ฟัง
แนวคิดหลักในการพัฒนาคน
การใช้การแก้ปัญหาพัฒนาคน
การสร้างแรงจูงใจให้คนอยากพัฒนา
แต่ละบทจะเป็นยังไงบ้าง ไปติดตามกันได้ครับ
ประเมินประสิทธิภาพยานยนต์ แต่โชคดีได้โอกาสให้เป็นเทรนเนอร์ในบริษัทเกี่ยวกับทักษะการแก้ปัญหาอย่างเป็นระบบ ผมจึงเริ่มค้นพบตัวเองว่าชอบสร้างคนมากกว่าสร้างรถยนต์ ผมเลยลองสอบถามหัวหน้าว่าจะเป็นไปได้ไหมหากผมอยากที่จะเปลี่ยนสายงานไปทำงานด้านทรัพยากรบุคคล
คำตอบที่หัวหน้าให้คือส่วนบนของฟอร์ม “ได้สิ” แต่ต้องทำให้น้องที่อยู่ในทีมทำงานแทนคุณได้ก่อนนะ ตอนนั้นผมแอบคิดในใจว่ามันคือคำปฏิเสธที่ไม่ทำให้เรารู้สึกผิดหวังมากจนเกินไป
แต่เมื่อกลับไปย้อนคิดดูดี ๆ หัวหน้าชาวญี่ปุ่นที่เคยร่วมงานกับผมทุกคนมักจะค่อย ๆ เพิ่มระดับความยากของงานทุก ๆ ครั้งที่ผมเลื่อนตำแหน่ง
ถ้าถามว่าผู้จัดการหรือผู้บริหารในโตโยต้าถูกตัดสินความเก่งกาจของเขาด้วยอะไร
แน่นอนว่าความสามารถในการบริหารจัดการให้เกิดผลลัพธ์ก็สำคัญ แต่ที่ผมคิดและเชื่อว่าสำคัญกว่า คือการสร้างคนให้เทียบเท่าหรือเก่งกว่าตัวเองครับ
เวลากรรมการบริหารเดินทางมาเยี่ยมที่ไทย สิ่งที่ผู้บริหารเตรียมรายงานมักจะเป็นการเล่าเรื่องแผนพัฒนาบุคลากรมากกว่าจะเป็นเรื่องงานอย่างเดียวหรือหากจะเป็นเรื่องการพัฒนารถยนต์ คนรายงานก็จะเป็นวิศวกรเด็ก ๆ ชาวไทยอย่างผม เพื่อทำให้กรรมการบริหารได้รับรู้ว่าผู้จัดการฝึกฝนเด็ก ๆ ของพวกเขาได้ดีแค่ไหน
ในช่วงการทำงานปีแรก งานหลักของพนักงานใหม่คือพัฒนาตัวเองผ่านการอบรมและฝึกปฏิบัติอย่างเข้มข้น
ภาพจำของผมเมื่อเริ่มเข้าบริษัทคือตัวเองมีตารางอบรมล่วงหน้ากว่า 5 เดือน และเมื่อรวมกับแผนการเดินทางไปเรียนรู้งานแบบ On The Job Training ที่ญี่ปุ่นอีก 3 เดือน หมายความว่าในทุกวันข้างหน้า 8 เดือน ผมมีตารางชัดเจนมากว่าวันไหนจะทำอะไร และก็ไม่ใช่แค่ผมคนเดียว เพื่อน ๆ พนักงานจบใหม่อีกกว่า 60 คนก็มีตารางอบรมเป็นของตัวเอง (ฟังไม่ผิดครับ ของตัวเอง)
ด้วยความที่เรียนจบปุ๊บ เข้าทำงานที่นี่เลย สาบานว่าผมก็ไม่รู้ว่าเรื่องที่เห็นเนี่ยมันสุดยอดมาก
การเรียนรู้ในช่วงหนึ่งปีแรกต้องบอกเลยว่าทรมาน 555 เพราะทั้งเรียนภาษาญี่ปุ่น (สำหรับหน่วยงานที่วิจัยและพัฒนา) และเรียนรู้เรื่องที่ไม่มีคนไทยสอนได้ (ผมเป็นรุ่นแรก ๆ)
ผลการเรียนของผมก็ค่อนข้างย่ำแย่ ภาษาของผมก็ไม่ดีนักเมื่อเทียบกับเพื่อน ๆ ต่างมหาวิทยาลัย ผมสอบภาษาญี่ปุ่นผ่านแบบฉิวเฉียด จนเกือบไม่ได้ไปฝึกงานที่ญี่ปุ่น แต่สุดท้ายทุกคนที่ผ่านเขาก็ให้โอกาสจริง ๆ
เรื่องนี้สะท้อนให้เห็นว่าพนักงานที่โตโยต้าคัดเลือกเข้ามานั้น ทุกคนจะได้รับโอกาสในการพัฒนาตัวเองอย่างเท่าเทียมกัน ส่วนใครจะเติบโตเป็นไม้ใหญ่ได้นั้นก็ขึ้นกับว่าความพยายามทุ่มเทหลังจากนั้น
ไม่ผิดจากที่คุณ Akio Toyoda พูดไว้เลยใช่ไหมฮะ ^^
“มันจะจริงหรือ”
นี่คือคำถามที่ผมคิดในใจเมื่อได้ยินแนวคิดนี้ในวันปฐมนิเทศและคลาสอบรม ในเวลาต่อมา เชื่อว่าหลาย ๆ คนคงคิดเหมือนผมเช่นกัน เวลามีข้อผิดพลาดเกิดขึ้น ถ้าเราถามว่าใครผิด เรามักจะไม่ได้วิธีแก้ไขที่ยั่งยืน เพราะหากเราเปลี่ยนให้คนอื่น ๆ รับผิดชอบงานนี้แทนก็ไม่ได้หมายความว่าความผิดพลาดแบบเดียวกันจะไม่เกิดขึ้นอีกครั้ง
แต่ถ้าเราถามว่าเพราะอะไรหรือทำไม ระบบทำงานถึงปล่อยให้คนทำผิดพลาดได้ วิธีแก้ปัญหานั้นจะสามารถครอบคลุมได้กับพนักงานทุกคน ครั้งหนึ่งในไลน์การผลิตที่มีทั้งรถยนต์ที่ผลิตเสร็จแล้ว รอเคลื่อนย้ายรถโฟล์คลิฟต์ รถขนชิ้นส่วนอัตโนมัติ พนักงานคนหนึ่งที่ไม่ทันสังเกต ถูกรถขนชิ้นส่วนในไลน์ชนจนเกิดอุบัติเหตุ
หากผู้บริหารถามว่าใครผิด คำตอบน่าจะเป็นพนักงานคนนั้นไม่ระวังมากพอหรือไม่ก็พนักงานขับรถ ประมาท แต่วิธีแก้ของโตโยต้าคือทำสัญลักษณ์ไว้ตรงทางเดินเพื่อให้พนักงานหยุดและชี้นิ้วทุกครั้ง เพื่อเรียกสติก่อนข้ามถนน นี่คือความหมายของการแก้ที่ระบบครับ
หมายเหตุ โดยส่วนตัวผมชอบแนวคิดนี้มากเพราะมันทำให้คนทำงานยังมีกำลังใจและยิ่งรู้สึกขอบคุณหัวหน้ากับบริษัทที่ยังให้โอกาสเขาได้ปรับปรุงตัว
การมีปัญหาไม่ใช่ปัญหา แต่การไม่แก้ไขปัญหาต่างหากที่เป็นปัญหา เห็นด้วยกับประโยคนี้ไหมครับ หนึ่งในวลีในตำนานของโตโยต้าโดยคุณ Taiichi Ohno รองประธานบริษัท ผู้เรียกได้ว่าเป็นบิดาของระบบการผลิตแบบโตโยต้า
“คนที่บอกว่าตัวเองไม่มีปัญหา คือ คนที่มีปัญหามากที่สุด”
เหตุผลง่าย ๆ ก็เพราะบริษัทจ้างพนักงานมาแก้ปัญหา ถ้าไม่มีปัญหา ก็เท่ากับไม่มีงานให้ทำการแก้ปัญหา ในมุมของโตโยต้าจึงเป็นเรื่องที่น่าท้าทาย จึงไม่แปลกที่พวกเขาใส่ใจในกระบวนการการแก้ปัญหา รวมไปถึงการพัฒนาทักษะการแก้ปัญหาให้พนักงานด้วย
พวกเราคงได้เรียนรู้จากเรื่องเล่าของคุณ Akio Toyoda ไปแล้วว่า
ภาษาญี่ปุ่นก็มีคำพ้องเสียงอย่าง JINZAI อยู่โตโยต้าเอง ก็นำการพ้องเสียงของอักษรภาพมาใช้ในการพัฒนาทักษะแก้ปัญหาอีกด้วย
คำนั้นคือ คำว่า มิรุ (Mi-Ru)
Miru ตัวแรก เขียนว่า 見る แปลว่า สังเกต
Miru ตัวที่สอง เขียนว่า 観る แปลว่า แก้ไข
Miru ตัวสุดท้าย เขียนว่า 診る แปลว่า รักษา
อีกเรื่องเล่าที่ผมเคยเอามาเขียนถึงในหนังสือ Toyota Mind คิดระดับโลกคุณก็ทำได้ น่าจะอธิบายเรื่องนี้ได้ดี
คุณ Fujio Cho ผู้ซึ่งภายหลังกลายเป็นประธานบริษัทโตโยต้าในเวลาต่อมา เล่าให้ฟังว่าคุณ Taiichi Ohno เคยสั่งให้ยืนอยู่นิ่ง ๆ หน้าเครื่องจักรที่กำลังเคลื่อนไหวแล้วถามคำถามสั้น ๆ ว่า “เห็นอะไรบ้าง” เมื่อไม่ได้คำตอบที่พอใจ คุณ Ohno ก็สั่งให้คุณ Cho ยืนตรงนั้นจนกว่าจะสังเกตเห็นปัญหา นี่คือเคล็ดลับการสอนงานที่สอดคล้องกับหลัก Toyota Way หลายข้อ
Genchi Genbutsu ปัญหาอยู่ที่หน้างาน ถ้าอยากแก้ปัญหา หมั่นไปที่หน้างาน และสังเกตสิ่งที่เกิดขึ้น Respect เราทุกคนมีศักยภาพ หัวหน้าโตโยต้าจะไม่บอกคำตอบจนกว่าจะถึงที่สุด
สังเกต เพื่อ ค้นหา ปัญหา
แก้ไข เพื่อให้ปัญหา หายไป
รักษา เพื่อให้ปัญหา ไม่เกิดซ้ำ
เป็นกระบวนการแก้ปัญหาง่าย ๆ ที่สามารถนำไปประยุกต์ใช้ได้ทันที ลองเอาไปปรับใช้กับองค์กรตัวเองกันนะครับ
ทุกคน หัวหน้าท่านนี้เป็นคนที่พอดีสุด ๆ ไม่เร่งรัด ให้โอกาส
และมีคำตอบและตัวช่วยให้ในยามที่ต้องการเสมอ จุดเด่นของหัวหน้าท่านนี้ที่ใครเห็นก็ต้องจำได้ คือ โต๊ะทำงาน
เวลาคุยงาน หัวหน้าจะใช้แค่กระดาษ A4 เขียนสมการหรือกราฟบางอย่างอธิบายให้น้องในทีมฟัง เขียนเสร็จก็มอบให้น้องเอาไปต่อยอด
โต๊ะทำงานของท่านจึงไม่เคยรกเลย และก่อนกลับบ้านทุกวัน โต๊ะทำงานก็จะกลับไปอยู่สภาพเหมือนตอนเช้าอีกครั้ง ราวกับว่าไม่เคยมีใครมานั่ง เป็นอย่างนี้ตลอด 3 ปี
ความเป็นระเบียบของโต๊ะสะท้อนมายังการทำงานที่ชัดเจน
และความเรียบง่ายในการบริหารงานของท่าน ถ้าจะมีใครสักคนที่ “ทำน้อยได้มาก” หัวหน้าผม เป็นคน ๆ นั้นได้ครับ
ยามที่ผมรับไม้ต่อเป็นผู้จัดการ ผมเริ่มสังเกตตัวเองว่าเมื่อใดก็ตามที่การจัดระเบียบข้าวของบนโต๊ะทำงานเริ่มไม่เป็นระเบียบ การสั่งงานหรือการทำงานก็จะลดประสิทธิภาพตามไปด้วย เลยชวนให้นึกย้อนไปได้ว่าสมัยที่อยู่ญี่ปุ่น เวลาดูตารางทำงานของคนอื่น ๆ กว่า 80% จะใส่คำว่า 片付け (KATATSUKE) (ที่แปลว่าจัดระเบียบของใช้ไว้ด้วยเสมอ)
ยิ่งถ้าไปขอร้องให้ฝ่ายทดสอบทำงานให้ พวกเขาก็จะขอบวกเวลาทำงานสำหรับการจัดระเบียบข้าวของไว้ด้วยเสมอ 30-60 นาทีในแต่ละวันทำงาน
การจัดระเบียบข้าวของจึงเป็นจุดเริ่มต้นที่ยิ่งใหญ่
ในการพัฒนาคนแบบโตโยต้า ว่าแล้วก็มาจัดโต๊ะทำงานกันดีกว่าครับ^^
สมัยทำงานปีแรก งานส่วนใหญ่ของผมเป็นงานเปรียบเทียบรถยนต์ของคู่แข่งในเอเชีย เหตุผลหลัก ๆ ก็เพื่อให้เข้าใจวิธีการใช้งานและมุมมองต่อรถของคนเอเชียที่ผู้พัฒนารถยนต์ชาวญี่ปุ่นนึกไม่ถึง
สิ่งที่หัวหน้าให้มาเพื่อทำงานก็มีเพียงกระดาษสรุปสิ่งที่ต้องการจากญี่ปุ่น 1 ใบถ้วนที่บอกเวลาและงบประมาณมาให้ ที่เหลือแล้วแต่คุณเลย
สำหรับเด็กจบใหม่วัย 23 การถืองบประมาณราว ๆ 3 ล้านบาท
และเวลาทำงานที่ต้องบริหารกว่า 1,000 ชั่วโมงนั้น สร้างแรงกดดันให้กับผมมาก
เช้าวันจันทร์ของทุก ๆ สัปดาห์ หัวหน้าก็จะสอบถามความคืบหน้าของงานที่น้อง ๆ แต่ละคนถืออยู่ ปีแรกของการทำงานจึงเป็นปีที่ไม่ง่ายเลย เพราะต้องเรียนรู้และลงมือทำเองทุกอย่างตั้งแต่การวางแผนทดสอบ การเขียนรายงาน ตอนนั้นแอบรู้สึกว่าทำไมหัวหน้าไม่เห็นทำอะไรเลยวะ 555 แต่อีก 10 ปีให้หลังเมื่อเปลี่ยนตัวเองเป็นผู้จัดการบ้าง
ผมก็ทำแบบเดียวกัน (วะฮ่าฮ่า) เหตุผลก็ง่าย ๆ เลยครับ การทำงานเริ่มจากการคิด ถ้าคิดไม่เป็นก็ทำงานไม่ได้
ถ้าหัวหน้าบอกคำตอบที่ใช่ทั้งหมดว่าทำอย่างนั้น ทำอย่างนี้สิ ก็เหมือนการฆ่าตัดตอน ศักยภาพในตัวของคนเก่ง ๆ ที่เราคัดเลือกมาเป็นอย่างดี หัวหน้าที่ดีในแบบของโตโยต้าจึงไม่บอกคำตอบ แต่จะระบุสิ่งที่ต้องการให้น้องได้ฝึกคิดว่าทำยังไง สิ่งที่หัวหน้าอยากได้ถึงจะเป็นจริง
โอ้ว ผมลืมบอกไปว่าในระหว่างทำงานเนี่ย ทรมานมากก็จริง แต่ตอนที่เห็นผลลัพธ์ที่หัวหน้าอยากได้เสร็จเนี่ยมันฟินสุด ๆ ไปเลยฮะ เพราะผมรู้สึกได้เลยว่ามันคือผลงานของผมจริง ๆ ^^
ที่โตโยต้า พนักงานไม่ได้มาที่ทำงาน เพื่อทำงาน แล้วมาเพื่อ???
คำตอบคือ
แต่พวกเขามาเพื่อคิด อีกหนึ่งคำคมของคุณ Taiichi Ohno ถ้าฟังครั้งแรกจะงงมากว่าทำงานกับคิดต่างกันอย่างไร ทำงานในมุมของคุณ Ohno หมายถึง การเคลื่อนไหวร่างกาย แต่ในการเคลื่อนไหวร่างกายนั้นจำเป็นต้องผ่านการคิดมาเป็นอย่างดีก่อนเสมอ
การคิดว่าทำอย่างไรถึงจะลดเวลาทำงาน แต่ยังคงได้สินค้าที่มีคุณภาพดี แถมต้นทุนต่ำกว่าคนอื่น ๆ นั่นคืองานของพนักงานโตโยต้าทุกคน ส่วนการเคลื่อนไหวที่ทำให้เราเห็นว่าคน ๆ นั้นดูยุ่งตลอดเวลา มีงานมากนั้น ไม่ใช่การทำงาน แต่เป็นความสูญเปล่า
เมื่อใดก็ตามที่ใครสักคนทำงานได้เร็วขึ้นและยังมีประสิทธิภาพกว่าเดิมจากการลดความสูญเปล่า พวกเขาย่อมมีกำลังใจ น้องในทีมของคุณตอนนี้เคลื่อนไหวหรือทำงานอยู่ครับ^^

ถ้ายังจำบทความที่ผมเคยเขียนให้อ่านเรื่องบันได 5 ขั้นปั้นคนให้เก่ง (แบบโตโยต้า) กันได้
ไม่ว่าจะเป็นการทำงานแบบไหน แม้หัวหน้าจะไม่บอกคำตอบก็ตาม
แต่พวกเขาก็จะให้ทรัพยากรที่มากพอที่จะต่อยอดเองได้ พวกเขาจะส่งเราไปอบรม ทำให้ดู และโอกาสได้ลองเรียนรู้ก่อนเสมอ
เสมือนบอกว่า อยากให้ต่อเลโก้เป็นรูปรถยนต์ พวกเขาก็จะให้รู้จักก่อนว่าเลโก้หน้าตาเป็นไง หลักการของการต่อเลโก้คือกดให้แต่ละชิ้นยึดกัน ทำให้ดูเป็นไอเดีย จากนั้นก็ให้ลงมือทำเอง เอาผลลัพธ์ที่ได้มาให้ตรวจสอบและให้ไอเดียเพิ่มเติมสำหรับการทำให้ดีขึ้น
เมื่อทำได้เองจนชำนาญแล้วก็เปลี่ยนตัวเองเป็นคนสอนงานแทน ด้วยหลักการ ฟัง ดู ทำจริง ง่าย ๆ แค่นี้ แต่ถ้าใช้อย่างจริงจัง เป็นระบบ พนักงานทุกคนก็จะพัฒนาได้อย่างก้าวกระโดด
ลองดูนะครับ
เรามักจะเห็นป้ายความปลอดภัยมากมาย เพื่อให้มั่นใจว่าพนักงานสามารถทำงานได้โดยไม่มีอุบัติเหตุ และส่งมอบสินค้าคุณภาพได้ในเวลาที่ลูกค้าต้องการ แต่ป้ายที่ใหญ่ที่สุดและอยู่สูงที่สุดมักจะเป็น
良い品良い考え
สินค้าที่ดีมาจากความคิดที่ดี แล้วความคิดที่ดีมากจากไหน
คำตอบคือ มาจากคนเก่ง
แล้วคนเก่งหละ จะมาจากไหน
คำตอบก็คือ ปั้นพวกเขาขึ้นมาให้สร้างสินค้าที่ดีให้บริษัทไงครับ
หวังว่าคงจะได้ไอเดียกันนะครับ เกี่ยวกับการสร้างคน
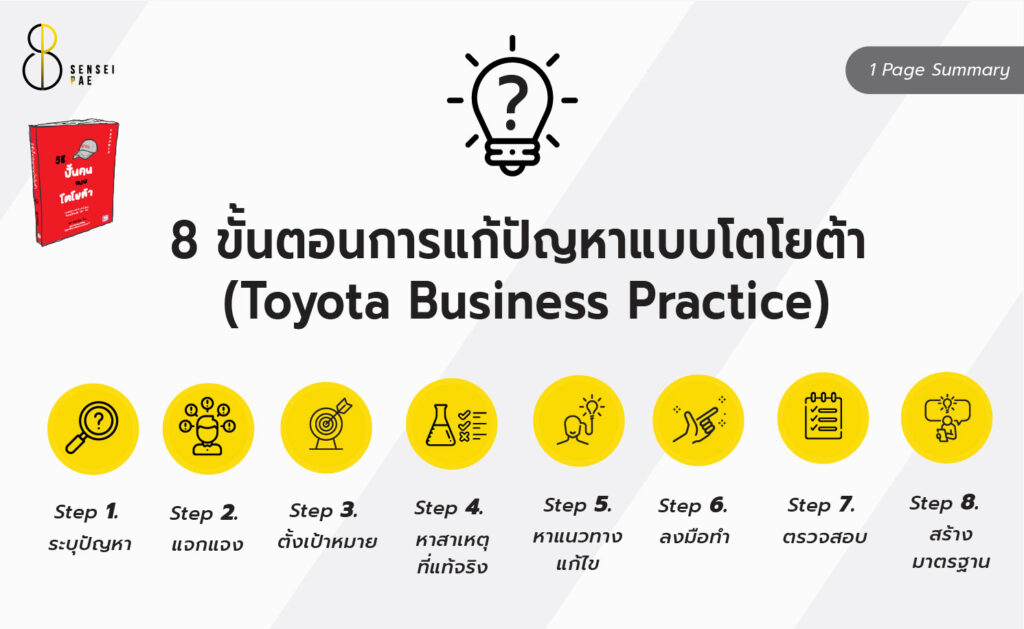
トヨタ問題解決 หรือ Toyota Business Practice เป็นกระบวนการแก้ปัญหาอย่างเป็นระบบที่โตโยต้าพัฒนาขึ้น พัฒนาต่อยอดมาจากวงจรการทำงานให้มีประสิทธิภาพหรือ PDCA (PLAN-DO-CHECK-ACT) ประกอบไปด้วย
Step 1. ระบุปัญหาให้ชัดเจน
Step 2. แจกแจงปัญหา
Step 3. ตั้งเป้าหมาย
Step 4. หาสาเหตุที่แท้จริง
Step 5. กำหนดแนวทางแก้ไข
Step 6. ลงมือทำจนบรรลุผล
Step 7. ตรวจสอบผลลัพธ์และกระบวนการ
Step 8. สร้างมาตรฐานส่งต่อและปรับปรุง
เล่าตรงนี้คงไม่หมด เพราะเขียนเป็นหนังสือได้ 1 เล่มเลยครับ ลองไปติดตามที่ Facebook “สรุปให้” นะครับ